



 扫一扫
扫一扫
顺成钢管有限公司配有标准的 陇南锅炉管中心质检室,质检员经过专业检测中心培训,采用先进的 陇南锅炉管检验设备,对 陇南锅炉管产品的各项技术指标做出准确的分析,确保产品质量稳定、高效。

化学成份上的细差别
四个钢号的化学成份基本上是一致的。但比较其相应的适用标准后,在化学成份上还略有差别。




无缝管常用的退火工艺有:
①完全退火。用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。
②球化退火。用以降低工具钢和轴承钢锻压后的偏高硬度。将高压无缝管加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。
③等温退火。用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体最不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。
④再结晶退火。用以消除金属线材、薄
⑤石墨化退火。用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。
⑥扩散退火。用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
⑦去应力退火。用以消除钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可消除高压无缝管内应力。



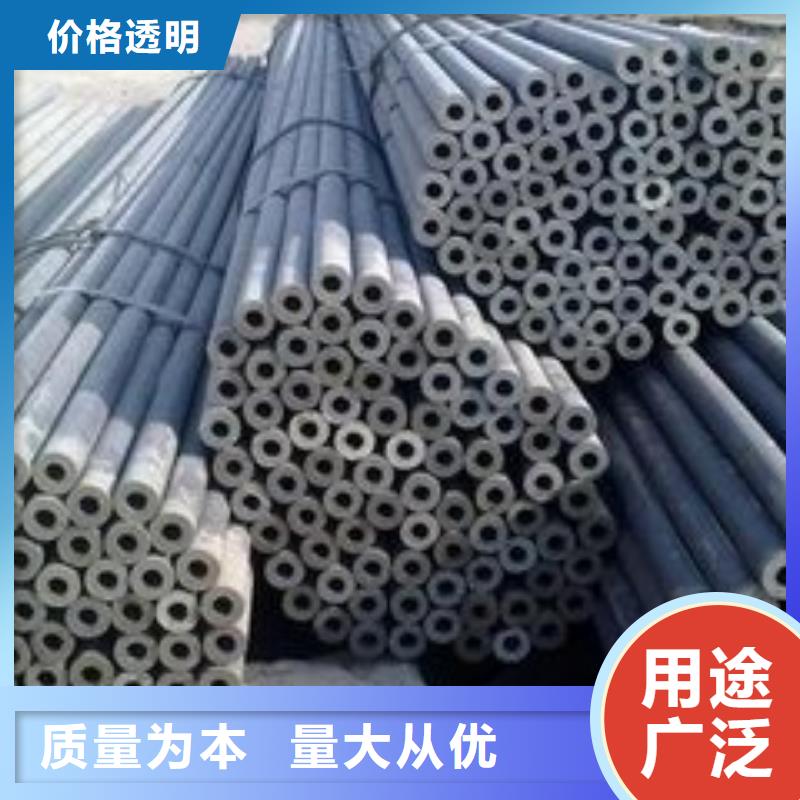
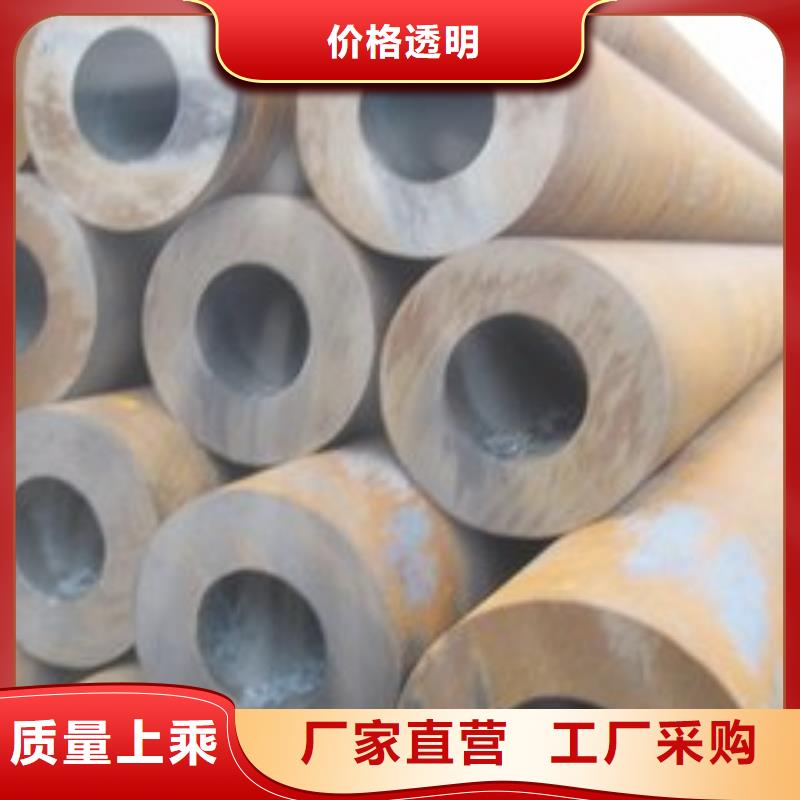
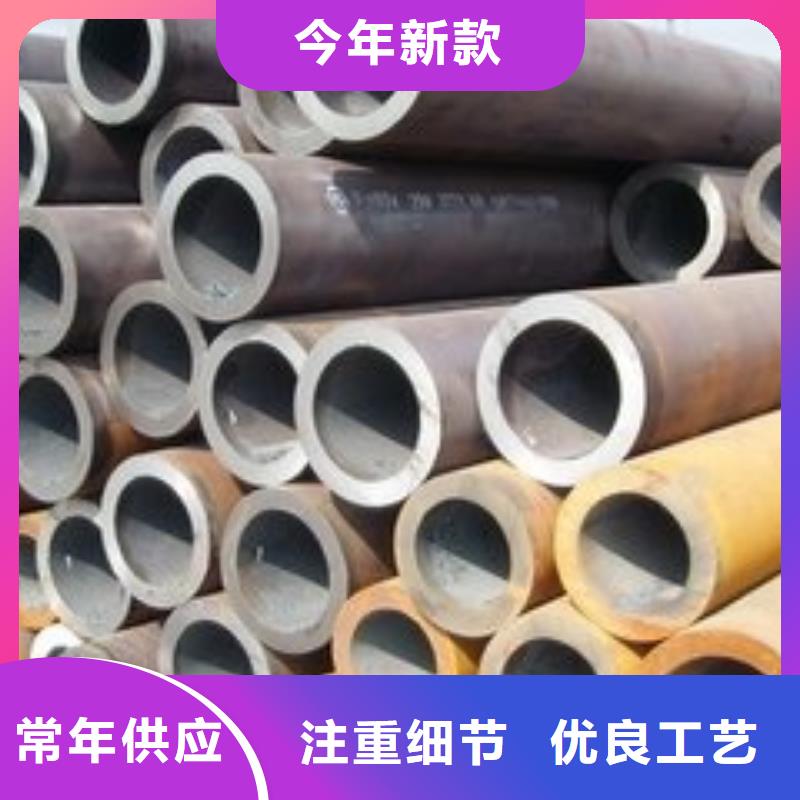
GB6479-2000标准化肥设备用高压无缝管的生产采用锥形穿孔机 管坯穿孔是GB6479-2000标准化肥设备用高压无缝管生产过程中最重要的工序之一 它将实心的 管坯变为空心坯 穿孔过程首先要保证穿制的毛管壁厚均匀 椭圆度小 几何尺寸精度高 毛管的内外表面要光滑不能有结疤 折叠 划伤 裂纹 凹凸不平等缺陷
为了使GB6479-2000标准化肥设备用高压无缝管的组织均匀化 我厂生产的无缝钢管全部经过步进式热处理 使钢管温度保持在800度 不可停留时间较长 还要注意炉内气氛 减少冷空气的进入 均热段减少助燃空气量 形成还原性气氛 来控制氧化铁皮的形成
技术支持:cdlgp.com